- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
itthon > Termékek > Hegesztett acélcső > Egyenes varratú hegesztett acélcső > Hosszirányú hegesztett cső


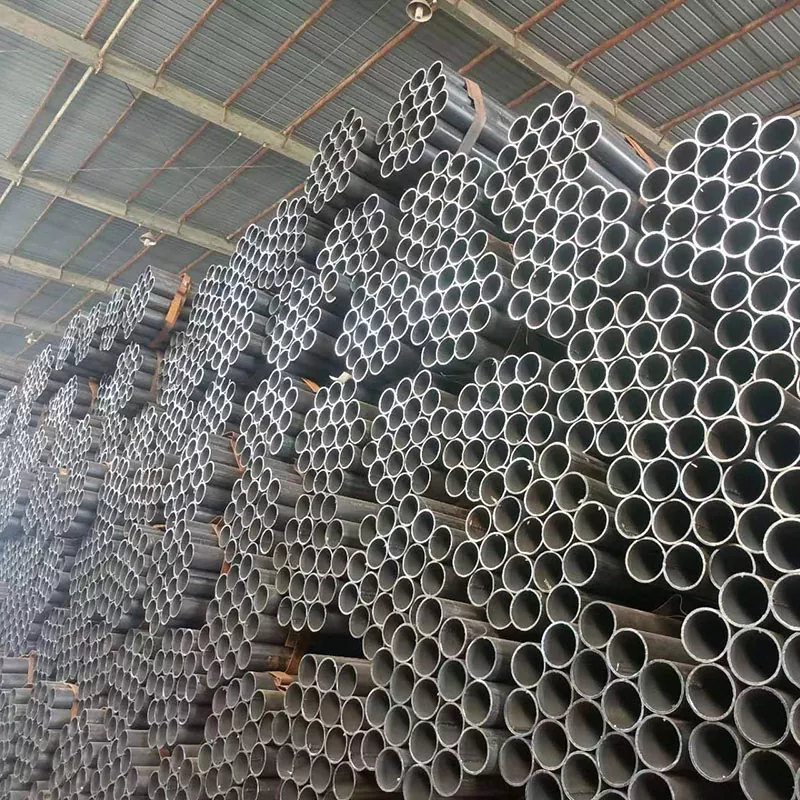


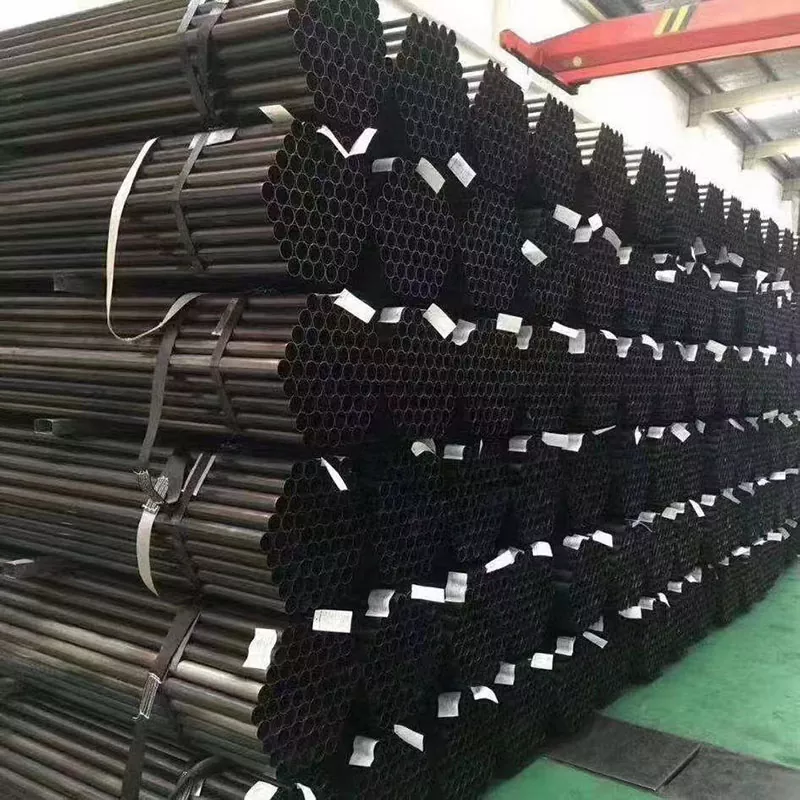
Hosszirányú hegesztett cső
A Xinlida gyártó által gyártott hosszirányú hegesztett cső hengerelt acéllemez vagy acélszalag, amelyet hegesztési technológiával (például nagyfrekvenciás hegesztéssel vagy merülőíves hegesztéssel) egyenes vonalba hegesztettek, hogy csőszerű szerkezetet alkossanak. A varrat nélküli acélcsőhöz képest az egyenes varratú acélcső gyártási folyamata egyszerű, és a költség valamivel alacsonyabb, mint a varrat nélküli acélcsőé, de lehet, hogy a szilárdsága a varrat nélküli acélcsőé.
Kérdés küldése
termékleírás
A Longitudinal Welded Pipe gyártási folyamata az "alapanyag előkezelése-alakítás-hegesztés-kikészítés" alapfolyamatát követi, és minden lépés a pontosság és szilárdság szabályozása körül forog. A módszer a következő lépésekből áll: először nyersanyagok előkészítése, melegen hengerelt acélszalag vagy tekercslemez alapanyagként történő kiválasztása, az acélszalag gépi kiegyenlítése és a cső átmérőjének megfelelő méretre vágása. rozsdamentesítő kezelés a felületi oxidrétegek és szennyeződések eltávolítására a hegesztési minőség befolyásolásának elkerülése érdekében; majd belép egy alakítási szakaszba, ahol az acélszalagot egy folytonos görgős formázógépen keresztül fokozatosan nyitott kerek csődarabká (vagy négyzet- vagy téglalap alakú csődarabká) hajlítják, így biztosítva, hogy a csődarab élei egy vonalba esnek és a görbület egyenletes legyen, és megalapozza a későbbi hegesztést.

Az alakítás után a csődarab azonnal belép a hegesztőkapcsolatba, és a főáramú nagyfrekvenciás indukciós hegesztést vagy ívhegesztést alkalmaz: a nagyfrekvenciás hegesztés elektromágneses indukciót használ, hogy gyorsan olvadt állapotba melegítse a nyerscső szélét, majd a hegesztés az extrudáló nemesfém henger megnyomásával fejeződik be; Az ívhegesztés vastag falú csövekre alkalmas, a bekötés az olvadt medence elektródával vagy hegesztőhuzallal való feltöltésével valósul meg. A hegesztés után hegesztési vizsgálatot kell végezni (például ultrahangos és röntgenvizsgálattal), hogy kiküszöböljük a hibákat, mint a pórusok és repedések, kalibráljuk a csőátmérőt fix géppel, a felületet helyesen, egyenesen és végül egyengetik géppel. korróziógátló kezelés (például horganyzás és festés), hogy végül minősített egyenes hegesztett csőtermékek jöjjenek létre.


Hot Tags: Kínai hosszanti hegesztett cső
Kapcsolódó kategória
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.





